產品分類
卡箍材質及尺寸允許偏 差
W型不銹鋼卡箍各部件材質應為GB/T 20878- -2007所規定的奧氏體不銹鋼12Cr17Ni7、06Cr19Ni10、06Cr17Ni12Mo2,其鋼帶應平整,不得扭曲,邊緣應光潔無毛刺。
W1 型不銹鋼卡箍件各部件材質應為GB/T 20878- -2007所規定的奧氏體不銹鋼分別是:鋼帶及耳板材質為奧氏體不銹鋼06Cr19Ni10、 06Cr17Ni12Mo2,連接螺栓、螺母材質及性能應符合GB/T 3098.6的規定,且等級應不低于A2-70。
W型、W1型不銹鋼卡箍加強箍的鋼帶及固定齒條部位材質為碳素結構鋼,表面需進行鍍鋅處理,電鍍層技術要求不得低于GB/T 9799-2011中Fe/Zn 5級的要求,螺栓和螺母材質為優質碳素鋼,性能等級應符合GB/T 3098.1的規定:螺栓不得低于8.8級,螺母應不低于8級。
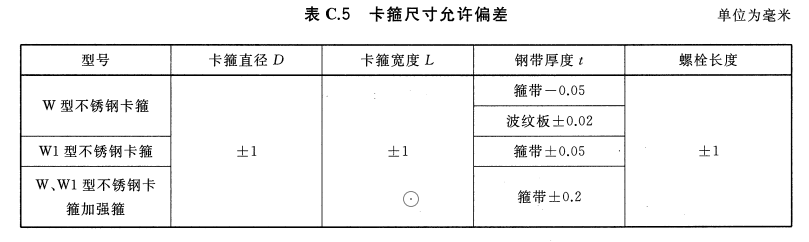
卡箍各 部位尺寸允許偏差應符合表C.5的規定:
W型不銹鋼卡箍各部件材質應為GB/T 20878- -2007所規定的奧氏體不銹鋼12Cr17Ni7、06Cr19Ni10、06Cr17Ni12Mo2,其鋼帶應平整,不得扭曲,邊緣應光潔無毛刺。
W1 型不銹鋼卡箍件各部件材質應為GB/T 20878- -2007所規定的奧氏體不銹鋼分別是:鋼帶及耳板材質為奧氏體不銹鋼06Cr19Ni10、 06Cr17Ni12Mo2,連接螺栓、螺母材質及性能應符合GB/T 3098.6的規定,且等級應不低于A2-70。
W型、W1型不銹鋼卡箍加強箍的鋼帶及固定齒條部位材質為碳素結構鋼,表面需進行鍍鋅處理,電鍍層技術要求不得低于GB/T 9799-2011中Fe/Zn 5級的要求,螺栓和螺母材質為優質碳素鋼,性能等級應符合GB/T 3098.1的規定:螺栓不得低于8.8級,螺母應不低于8級。
卡箍各 部位尺寸允許偏差應符合表C.5的規定:
技術要求
W 型、W1型不銹鋼卡箍各部件表面應光滑、平整,不允許有裂紋、劃傷等不良缺陷,與管材接觸面不應有尖角突起。
W、W1型不銹鋼卡箍加強箍各部件表面不允許有裂紋、劃傷等不良缺陷,鍍層應均勻一致。C.4.3 W.W1 型不銹鋼卡箍應進行靜水壓力試驗、破壞扭力矩檢驗。
檢驗方 法
靜水壓試驗
按照圖試驗裝置,將W型或W1型不銹鋼卡箍安裝在與卡箍使用直徑相匹配的、表面光潔的、管端封閉的兩短管的接口處,按照各類型卡箍的安裝扭矩要求(見表C.1和表C.2)進行緊固,緊固后,旋轉頂緊螺桿壓緊管端進行打壓試驗,以每分鐘0.1 MPa的速度加壓,直至0.45 MPa, 穩壓3 min,若卡箍接口處無滲漏、卡箍無永久性變形即為合格。
- 加油車接頭試驗技術需求[2025-03-24]
- 相對于其他單位選擇濟南思明特科技有限公司的產品優勢點[2025-02-06]
- 計算機自動水壓試驗機的技術參數[2025-02-06]
- 計算機水壓測試系統30mpa-專用試壓機[2025-02-06]
- 根據GB3836.1要求的防爆殼體水壓試驗機的測試原理(購買前必讀)[2023-04-21]
- 氣瓶外測法水壓試壓機的使用方法[2023-04-21]
- 標題:新能源汽車液冷板流阻試驗機[2023-04-21]
- 怎么對汽車輪胎做水壓強度測試 項目[2023-04-21]




